Kalle Myllymaa
Data Advisor, Solita
Iina Juurinen
Lead, AI Design, Solita
Mikko Haikonen
IOT & Analytics Lead, Solita
Mikko Vehviläinen
Enterprise Architect, Solita
To seria naszych wpisów na blogu poświęcona różnym poziomom piramidy przemysłowej. Piramida przemysłowa to model przedstawiający warstwową architekturę systemów przemysłowych, blisko powiązana z piramidą automatyki oraz funkcjonalnym modelem ISA-95.
Wyobraźmy sobie fikcyjną firmę „Acme Manufacturing Corporation”. Acme to duże, globalne przedsiębiorstwo zaangażowane w budowę statków, przemysł chemiczny i dobra konsumenckie, w tym tworzywa sztuczne i żywność. Oznacza to konieczność stosowania różnych podejść produkcyjnych, takich jak produkcja dyskretna, ciągła czy produkcja na zamówienie (configure-to-order).
Jak wiele dużych organizacji, Acme posiada złożony i zróżnicowany krajobraz IT z poszczególnymi jednostkami biznesowymi korzystających z różnych narzędzi produkcyjnych i instancji oprogramowania. Utrudnia to uzyskanie pełnego wglądu w działanie poszczególnych jednostek, a także ogranicza efekty inicjatyw digitalizacyjnych. Jednocześnie zmniejsza to możliwość wykorzystania efektu skali. W całej serii artykułów będziemy korzystać z przykładu tej fikcyjnej organizacji, aby pokazać, jak nasze rozwiązania mogą wspierać firmy z różnych branż.
Ponieważ nasza piramida przemysłowa w dużej mierze opiera się na modelu funkcjonalnym ISA-95, warto najpierw wyjaśnić, czym jest ten model i jaką hierarchię opisuje.
Większość inżynierów fabryk zna standard ISA-95, ale nie jest on powszechnie rozumiany w organizacjach. Czym więc jest i dlaczego ktoś z Acme, kto nie pracuje bezpośrednio w fabryce, powinien się nim interesować?
ISA to skrót od International Society of Automation, a standard ISA-95 dotyczy tworzenia zautomatyzowanego interfejsu pomiędzy systemami przedsiębiorstwa a systemami sterowania produkcją.
Co to oznacza w praktyce biznesowej? W Acme tradycyjnie funkcjonuje wyraźny podział między domenami. IT korporacyjne, które zarządza systemami takimi jak ERP, PLM czy CRM, jest oddzielone od IT fabrycznego. To drugie odpowiada za systemy takie jak SCADA, B2MML czy systemy sterowania poszczególnych maszyn.
Model funkcjonalny ISA-95 można postrzegać jako hierarchię umożliwiającą integrację tych systemów i ograniczenie ręcznych działań potrzebnych do realizacji procesów. To aspekt, który często jest niedoceniany przez biznes: IT fabryczne obejmuje systemy takie jak MES (Manufacturing Execution Systems), które zbierają dane pozwalające organizacji lepiej zrozumieć procesy i podejmować decyzje oparte na danych.
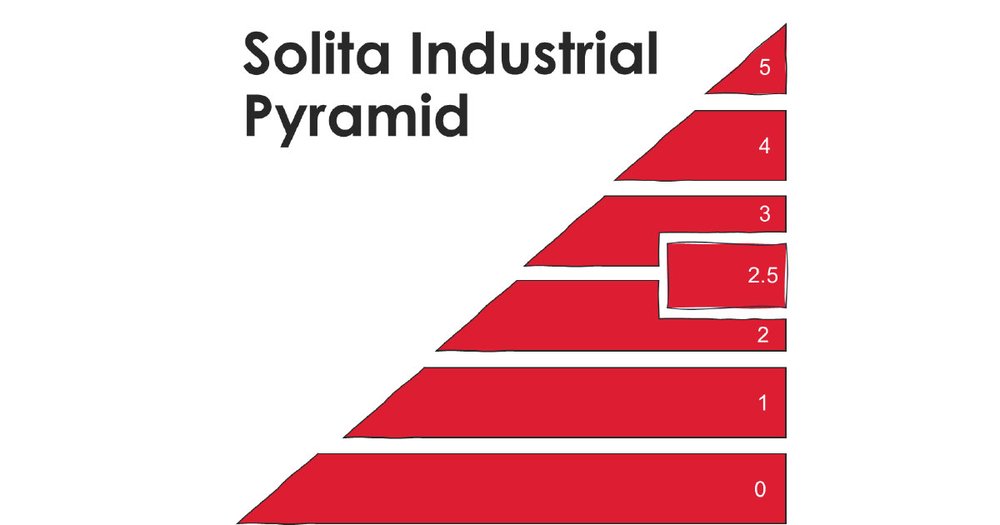
Po spojrzeniu na szerszy kontekst przechodzimy bliżej poziomu produkcji, do poziomów 0–2, gdzie faktycznie odbywa się proces wytwarzania. Poziomy te obejmują rzeczywiste maszyny, czujniki i systemy sterowania, które wykonują i monitorują procesy produkcyjne na hali.
W codziennym funkcjonowaniu fabryki warstwa ta odpowiada za wykonywanie fizycznych działań, zbieranie danych w czasie rzeczywistym z otoczenia oraz reagowanie na polecenia z systemów wyższego poziomu. Stanowi fundament automatyzacji i integracji cyfrowej w produkcji jako kluczowy punkt styku między światem fizycznym a systemami cyfrowymi monitorującym, kontrolującymii i optymalizującymi produkcję. Bez danych generowanych na tym poziomie wyższe warstwy hierarchii przemysłowej – takie jak sterowanie, wykonanie czy planowanie przedsiębiorstwa – nie miałyby informacji potrzebnych do działania.
Choć poziomy 0–2 skupiają się na procesach fizycznych i sprzęcie, człowiek nadal pozostaje kluczowym elementem środowiska produkcyjnego. Operatorzy, technicy i pracownicy linii produkcyjnych najczęściej sterują maszynami, wykonują czynności manualne, monitorują sprzęt i reagują na nieprzewidziane sytuacje. Ich doświadczenie i osąd są niezbędne dla utrzymania jakości, bezpieczeństwa i efektywności. Dlatego przy projektowaniu systemów fizycznych niezwykle ważne jest uwzględnienie sposobu, w jaki ludzie wchodzą w interakcję z maszynami; poprzez interfejsy, dostęp fizyczny, ergonomię czy przepływ informacji. Ignorowanie roli człowieka na tym poziomie może prowadzić do nieefektywności, zagrożeń bezpieczeństwa i oporu wobec nowych rozwiązań. Systemy powinny więc nie tylko automatyzować procesy, ale także wspierać i wzmacniać możliwości ludzi, umożliwiając płynną współpracę między człowiekiem a technologią.
W wielu fabrykach operatorzy korzystają z ekranów wspierających ich pracę, jednak prezentowane na nich informacje często są projektowane z myślą o diagnostyce maszyn lub danych inżynierskich (np. surowych wartościach sensorów, kodach błędów czy logach systemowych). Choć dane te mogą być kluczowe dla systemów automatycznych lub techników utrzymania ruchu, mogą jednocześnie przytłaczać lub dezorientować pracowników pierwszej linii, którzy nie potrzebują tak szczegółowych informacji, aby skutecznie wykonywać swoje zadania. Ta rozbieżność może prowadzić do frustracji, spadku efektywności, a nawet błędów operacyjnych, ponieważ pracownicy muszą przeszukiwać nieistotne informacje, aby znaleźć to, co naprawdę ma znaczenie. Dlatego projektowanie interfejsów powinno koncentrować się na czytelności, kontekście i realnych potrzebach użytkowników, tak aby technologia wspierała ich pracę, zamiast ją utrudniać.
Wiele systemów na poziomie 0 jest projektowanych bardzo wąsko – zazwyczaj dla pojedynczej maszyny lub fragmentu linii produkcyjnej. Takie rozwiązania dobrze spełniają swoją lokalną funkcję, ale często nie dają wglądu w szerszy kontekst produkcji. Powoduje to sytuację, w której operatorzy widzą jedynie lokalną wydajność maszyny, nie mając świadomości, jak ich praca wpływa na cały proces produkcyjny. W rezultacie trudniejsze stają się koordynacja między stanowiskami pracy, proaktywne rozwiązywanie problemów oraz ogólna optymalizacja procesów. Gdyby systemy były projektowane w sposób bardziej holistyczny – integrując dane z różnych maszyn, działów i etapów produkcji – mogłyby dostarczać znacznie cenniejszych informacji. Dzięki temu możliwe byłoby podejmowanie lepszych decyzji oraz budowanie wspólnego zrozumienia celów produkcyjnych, wąskich gardeł i obszarów do usprawnienia w całej fabryce.
Warto również zwrócić uwagę na rolę nowych technologii, takich jak analiza dźwięku czy dodatkowe instrumenty pomiarowe. Te rozwiązania rozszerzają możliwości monitorowania maszyn poza standardowo wbudowane czujniki, umożliwiając bardziej zaawansowaną diagnostykę oraz monitorowanie stanu urządzeń. Nie chodzi już tylko o pomiar parametrów krytycznych dla pracy maszyny, ale o interpretację ich znaczenia w szerszym kontekście produkcji: jakości, optymalizacji procesu czy utrzymania ruchu. Na przykład, dzięki technologii rozpoznawania dźwięku (audio fingerprinting) można wykryć subtelne anomalie i zmiany w pracy silnika, które tradycyjne czujniki mogłyby przeoczyć, co zostało przedstawione w tej analizie silników spalinowych.
Integracja takich danych z systemami operacyjnymi i biznesowymi otwiera nowe możliwości w zakresie predykcyjnego utrzymania ruchu i inteligentnej automatyzacji. Na przykład, w naszym projekcie dla operatora systemu przesyłowego dane z czujników zdalnych urządzeń zostały połączone z analizą IoT w chmurze, aby proaktywnie zarządzać potrzebami konserwacyjnymi, co pokazuje, jak nowe przyrządy mogą znacząco zwiększyć świadomość i efektywność całego systemu. Dodatkowe czujniki są często potrzebne, aby skrócić czas wprowadzenia systemów diagnostycznych na rynek, odkładając konieczność głębszej integracji z systemami operacyjnymi fabryki.
Równie istotne jest pytanie, w jaki sposób ludzie interpretują te dane i podejmują na ich podstawie działania. Jeśli wnioski generowane przez dodatkowe czujniki nie są zrozumiałe dla operatorów czy zespołów utrzymania ruchu, ich wartość znika. Dlatego kluczową rolę odgrywa projektowanie zorientowane na użytkownika oraz odpowiednia wizualizacja danych. W projekcie związanym z nowoczesną szlifierką pomogliśmy maszynie „komunikować się” w sposób zrozumiały dla jej użytkowników, łącząc złożone dane diagnostyczne z codziennymi potrzebami operacyjnymi. Ważne jest, aby analizowane dane były przystępne dla człowieka, tak jak w przypadku dźwięku, który łatwo można interpretować.
Łącząc wzbogacone dane z czujników z inteligentną analizą i intuicyjnymi interfejsami, predykcyjne utrzymanie ruchu staje się bardziej zaawansowane i praktyczne. Takie podejście pokazuje, jak uczenie maszynowe i zaawansowane przetwarzanie sygnałów mogą ujawniać użyteczne informacje wspierające zarówno maszyny, jak i ludzi w efektywniejszej pracy. Jednym z najprostszych, choć często pomijanych sposobów wzbogacania danych, jest zbieranie informacji o sytuacji w zakładzie, na przykład poprzez uzupełnienie prostego opisu kontekstu wraz z danymi pomiarowymi. Jest to niezbędne w dalszej diagnostyce i analizach.
W istocie, rozbudowa systemów poziomów 0–2 o dodatkowe czujniki i integrację danych to nie tylko technologiczna aktualizacja, ale krok w stronę bardziej responsywnych, przejrzystych i zorientowanych na człowieka systemów produkcyjnych. Dzięki temu fabryki stają się bardziej wydajne, elastyczne i odporne, łącząc zalety danych maszynowych z doświadczeniem i osądem ludzi.
Podsumowując, najbardziej udane wdrożenia uwzględniają cały proces produkcyjny i osoby w nim zaangażowane. Projektując systemy zgodnie zarówno z wymaganiami technicznymi, jak i praktycznymi potrzebami operatorów, fabryki osiągają płynniejszy przepływ pracy, lepszą komunikację i bardziej responsywne operacje. To przekłada się na bardziej wydajne i sprawnie działające środowisko produkcyjne. Co ważne, nawet najbardziej zaawansowane systemy muszą uwzględniać warstwę ludzką, ponieważ w przeciwieństwie do maszyn ludzie wnoszą ambicje, ograniczenia i doświadczenia, które w istotny sposób kształtują sposób wykonywania pracy.
Patrząc w przyszłość, poziom 0 w fabrykach będzie ewoluował w kierunku większej łączności, autonomii i elastyczności. U podstaw tej transformacji leży odejście od izolowanego sterowania maszynami na rzecz zintegrowanej komunikacji między maszynami. W fabryce jutra maszyna nie będzie wykonywać jedynie własnego zadania. Będzie świadoma swojego miejsca w całym łańcuchu produkcyjnym. Na przykład, jeśli stanowisko wcześniejsze napotka problem lub zwolni tempo, kolejne maszyny będą mogły automatycznie dostosować swoje działanie, unikając zatorów, przestojów, marnotrawstwa czy bezczynności. Tego rodzaju reakcje w czasie rzeczywistym zapewnią płynniejszy przepływ pracy i zmniejszą potrzebę ręcznej interwencji.
Kolejnym ważnym trendem jest pełna automatyzacja procesu produkcji. Od surowców po gotowe produkty, systemy będą coraz częściej działać przy minimalnej koordynacji człowieka, dzięki szybszemu przesyłowi danych, zaawansowanym algorytmom sterowania oraz automatyzacji uwzględniającej kontekst. Równie istotna będzie zdolność do ograniczenia ilości generowanych i przesyłanych danych. Przetwarzanie i transfer danych muszą być odpowiednio dostosowane. Kluczowym elementem tej zmiany jest wprowadzenie nowych typów czujników oraz pojawienie się wirtualnych czujników, które na podstawie pośrednich pomiarów wnioskują o stanie maszyn lub jakości procesu. Dzięki zaawansowanej kontroli procesów opartej na tych możliwościach pomiarowych fabryki będą mogły reagować na zmiany w czasie rzeczywistym. Niezależnie od tego, czy wynikają one z zużycia maszyn, zmian w produkcie, czy zakłóceń zewnętrznych. W tej sieci urządzeń dane w każdej jednostce przetwarzającej muszą być „inteligentniejsze” niż dane, które do niej trafiają. Tylko w ten sposób ilość i jakość danych pozostanie w rozsądnych granicach.
Elastyczna produkcja również stanie się kluczowa. W przyszłości, gdy popyt klientów będzie stale się zmieniał, procesy produkcyjne muszą szybko się dostosowywać. Stanowiska pracy na mobilnych platformach, rekonfigurowalne systemy robotyczne oraz logika sterowania definiowana programowo pozwolą fabrykom na dynamiczną reorganizację operacji. Systemy te, nieograniczone stałym układem linii, będą mogły obsługiwać szeroką gamę wariantów produktów przy minimalnych przestojach. Ta elastyczność będzie wspierana także przez innowacje takie jak wirtualne sterowniki PLC, które można konfigurować i wdrażać zdalnie w chmurze, przyspieszając procesy uruchamiania i przezbrojenia oraz ograniczając zależność od lokalnego sprzętu.
W miarę jak systemy AI coraz częściej stają się częścią procesów przemysłowych, muszą nauczyć się interpretować świat fizyczny w sposób sensowny. Aby to osiągnąć, konieczne jest zniwelowanie luki między modelami uczenia maszynowego a realiami środowisk produkcyjnych. Jednym z nowych wymagań jest umiejętność osadzenia kontekstu fizycznego w projektowaniu AI: aby „powiedzieć” systemom ML/AI, co oznacza lub jak wygląda „fizyczne”. Coraz wyraźniej widać, że kompetencje potrzebne do budowy inteligentnych systemów fizycznych ulegają zmianie. Tradycyjne dziedziny, takie jak przetwarzanie sygnałów, fizyka czy inżynieria sterowania, zyskują na nowo na znaczeniu. W połączeniu z nowoczesnymi metodami analitycznymi jak uczenie maszynowe, dostarczają one kluczowego kontekstu, którego systemy AI potrzebują, aby skutecznie interpretować i działać w świecie fizycznym. Ich wbudowana, często niejawna wiedza, pozwala modelom ML lepiej „rozumieć” pojęcia. Na przykład, nawet podstawowe koncepcje, takie jak „góra” czy „dół”, nie są dla AI oczywiste. Jednak gdy systemy są trenowane z uwzględnieniem rzeczywistych parametrów, takich jak masa, przyspieszenie, przepływ, bezwładność czy kierunek, mają większą szansę działać skutecznie w złożonych, rzeczywistych środowiskach. W tym sensie nauki klasyczne stają się tłumaczem między rzeczywistością fizyczną a inteligencją cyfrową.

W miarę jak te technologie się rozwijają, doświadczenie użytkownika stanie się kluczowym czynnikiem wyróżniającym. Najlepiej zaprojektowane systemy będą automatyzować więcej procesów, a jednocześnie wspierać i wzmacniać rolę osób pozostających w obiegu. Operatorzy otrzymają bogatsze, bardziej kontekstowe dane, które ułatwią podejmowanie szybszych decyzji i bardziej autonomicznych działań. Interfejsy przekształcą się z technicznych wyświetlaczy w intuicyjne narzędzia wspierające świadomość sytuacyjną w czasie rzeczywistym, co ułatwi użytkownikom zrozumienie tego, co się dzieje, i podejmowanie sensownych działań. Takie doświadczenie podniesie rolę operatora z prostego „naciskacza przycisków” do lidera procesu.
Co więcej, szerszy inteligentny ekosystem wokół poziomu 0 – od infrastruktury zakładu, przez systemy energetyczne, po zewnętrzne platformy usługowe – coraz bardziej będzie działał jako zintegrowana część systemu produkcyjnego. Dane z czujników nie pozostaną jedynie w maszynie; będą płynąć do systemów korporacyjnych, platform utrzymania ruchu i cyfrowych bliźniaków, tworząc inteligentne środowisko, w którym wszystko jest zgrane, aby wspierać cele produkcyjne. Efektem będzie fabryka działająca szybciej i wydajniej, operująca z większą inteligencją, elastycznością i odpornością, zbudowana wokół potrzeb zarówno procesów, jak i ludzi je obsługujących.

A. Rakowski - Partner Relationship Manager

P. Wasilewski - Head of Solutions

E. Waszkowski - VP of Commercial Development
P. Wasilewski - Head of Solutions